不锈钢与碳钢切削油的解决方案
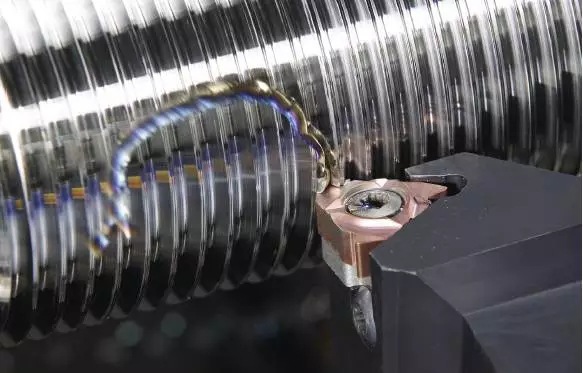
螺纹是在圆柱工件表面上,沿着螺旋线所形成的,具有相同剖面的连续凸起和沟槽。在机械制造业中,带螺纹的零件应用得十分广泛。用车削的方法加工螺纹,是目前常用的加工方法。在实际车削螺纹时,由于各种原因,造成由主轴到刀具之间的运动,在某一环节出现问题,引起车削螺纹时产生故障,这时应及时加以解决。车削螺纹时常见故障及解决方法如下:
一、螺纹车削工艺类型
在目前的数控车床中,螺纹切削一般有两种加工方法:直进式切削方法和斜进式切削方法,由于切削方法的不同,编程方法不同造成加工误差也不同。
(1)直进式切削方法由于两侧刃同时进行,切削力较大而且排削困难,因此在切削时两切削刃容易磨损。在切削螺距较大的螺纹时,由于切削深度较大、刀刃磨损较快、从而造成螺纹中径产生误差;但是其加工的牙形精度较高,因此一般多用于小螺距螺纹加工。
(2)斜进式切削方法由于为单侧刃加工,加工刀刃容易损伤和磨损使加工的螺纹面不直,刀尖角发生变化而造成牙形精度较差。但此加工方法排屑容易,刀刃加工工况较好,在螺纹精度要求不高的情况下,此加工方法更为方便。
二、螺纹车削常见问题
1、啃刀故障分析及解决方法:
(1)车刀安装得过高或过低过高,则吃刀到一定深度时,车刀的后刀面顶住工件,增大摩擦力,甚至把工件顶弯造成啃刀现象;过低则切屑不易排出,致使吃刀深度不断自动趋向加深,从而把工件抬起出现啃刀。
解决方案:应及时调整车刀高度,使其刀尖与工件的轴线等高。
(2)工件装夹不牢工件本身的刚性不能承受车削时的切削力,因而产生过大的挠度,改变了车刀与工件的中心高度,形成切削深度突增出现啃刀。
解决方案:此时应把工件装夹牢固,可使用尾座##等,以增加工件刚性。
(3)车刀磨损过大引起切削力增大,顶弯工件出现啃刀。
解决方案:此时应对车刀加以修磨,更换专用切削油避免车刀磨损过快。
2、乱扣故障分析及解决方法:
原因是丝杠与工件不匹配造成的,当车床丝杠螺距与工件螺距比值不成整倍数时,就会发生车刀刀尖不在前一刀所车出的螺旋槽内,以致出现乱扣。
解决方案:采用正反车法来退刀,车刀始终在原来的螺旋槽中,就不会出现乱扣。
3、螺距不正确故障分析及解决方法:
(1)螺纹全长上不正确原因是挂轮搭配不当或进给箱手柄不对,可重新检查进给箱手柄位置或验算挂轮。
(2)局部不正确原因是由于车床丝杠本身的螺距局部误差,可更换丝杠或局部修复。
4、中径不正确故障分析及解决方法:
原因是吃刀太大,刻度盘不准,而又未及时测量所造成。
解决方方案:是精车时要详细检查刻度盘是否松动,精车余量要适当,车刀刃口要锋利,要及时测量。
5、螺纹表面粗糙故障分析及解决方法:
原因是车刀刃口磨得不光洁,切削液不适当,切削速度和工件材料不适合以及切削过程产生振动等造成功。
解决方案:正确修整砂轮或用油石精研刀具;选择适当切削速度和切削液;调整车床床鞍压板及中、小滑板燕尾导轨的镶条等,保证各导轨间隙的准确性,防止切削时产生振动。
二、选用螺纹切削油品
螺纹切削油是金属切削工艺必须采用的一种介质,在车削过程中主要起到润滑、冷却、清洗等作用。
(1)提高工艺精度
含有硫化极压抗磨添加剂成分,可以有效的保护刀具,提高工艺精度。
(2)符合工艺需求
在粘度、闪点、倾点、导热性能等方面均通过严格的测试,以满足各种切削工艺需求。
(3)环保性能优异
专用切削油与菜籽油、机械油、再生油相比,具有良好的稳定性,不会对设备、人体、环境产生危害。

总之,车削螺纹时产生的故障形式多种多样,既有设备的原因,也有刀具、材料、切削油等的原因,在排除故障时要具体情况具体分析,通过各种检测和诊断手段,找出具体的影响因素,采取有效的解决方法。
嘉威奥润滑油是高端金属加工油生产商,自主研发的切削油产品具有优异的极压抗磨性能,可以有效的提高工件表面光洁度和加工效率,并且对人体、工件、设备、环境没有危害,是国内众多金属加工企业的指定合作伙伴,在实际应用中得到国内外客户的一致好评。